

技術簡介
鋼渣輥壓破碎-余熱有壓熱悶技術與裝備是在具有自主知識產權的前三代鋼渣熱悶處理工藝技術的基礎上,通過實驗模擬、現場中試和工業性試驗(10萬噸鋼渣/年),開發出的第四代代鋼渣熱悶處理技術與成套裝備,并實施了首臺套工程應用(60萬噸鋼渣/年),在鋼渣熱悶處理技術的高效化、裝備化、自動化、潔凈化及鋼渣顯熱回收等方面實現了重大突破,并于2013年10月9日通過由中國鋼鐵工業協會組織的科學技術成果鑒定。
技術原理
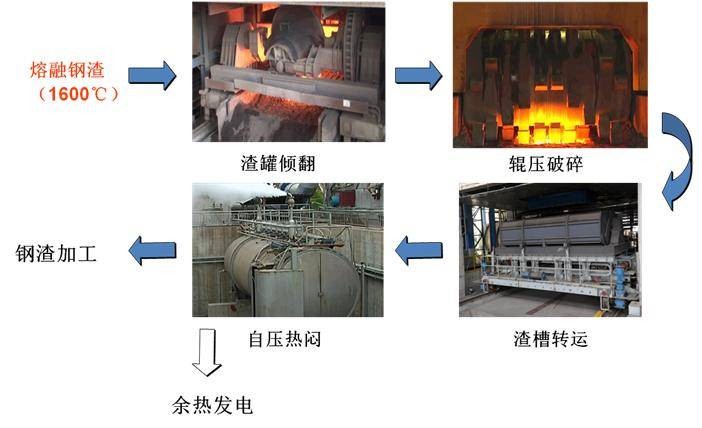
在突破了鋼渣中f-CaO快速消解的規律,掌握了鋼渣冷卻過程收縮應力、相變應力、化學反應膨脹應力使鋼渣冷卻碎裂粉化的機理的基礎上,將鋼渣余熱置換成有壓蒸汽,加速鋼渣穩定化進程。鋼渣先經輥壓破碎機破碎至粒度為300mm以下;溫度由1600℃降至800℃,再進熱悶罐,利用鋼渣余熱,在0.2-0.4MPa工作壓力下熱悶,該工作壓力比常壓池式熱悶工藝提高了約100-200倍,增大了水蒸氣在鋼渣中的滲透壓,加快了水蒸氣與鋼渣中游離氧化鈣的反應速率,使鋼渣在1.5小時左右即達到預期的粉化和穩定化處理效果。
工藝路線
核心技術
1、鋼渣輥壓破碎-余熱有壓熱悶工藝方法。
基于鋼渣熱悶基本工藝原理,提高熱悶工作壓力,促進游離氧化鈣消解反應的進行,有利于提高水蒸氣在鋼渣體系中的滲透速率,加快水蒸氣與鋼渣充分接觸,從熱力學和動力學兩方面為鋼渣有壓熱悶工藝提供了理論依據。在熱悶過程中,首次引入了模糊–PID串級控制方式,計算機系統可根據熱悶裝置內蒸汽的壓力、溫度等的變化實時調整噴水量,實現了熱悶用水的分階段最優化配給,為熱悶過程高速率的進行創造了條件,本工藝工作壓力為0.2-0.4MPa,熱悶時間由常壓熱悶工藝的8-12小時縮短至1.5小時。
2、國內外首創的“鋼渣輥壓破碎-余熱有壓熱悶”成套裝備及工藝包。
(1)鋼渣余熱有壓熱悶裝置
該裝置是一種齒嚙式快開門結構的高溫壓力容器,設計壓力為0.7MPa,為滿足鋼渣處理過程中溫度、壓力頻繁變化的要求,應用有限元算法進行了疲勞分析設計,采用隔熱、水冷結構,保證了有壓熱悶裝置的安全性、可靠性。
(2)鋼渣輥壓破碎裝置
該裝置是一種往返移動的輥式熔融鋼渣破碎裝置,破碎輥表面的輥齒采用了可拆卸結構和耐高溫、耐磨材質,輥齒呈“V”型排列,通過回轉運動和直線運動的合理匹配,實現多相態并存鋼渣的快速固化和推渣落料兩種功能,為有壓熱悶工藝奠定了基礎,填補了該工藝專用設備的空白。
(3)鋼渣渣罐傾翻車(機)
該裝置主要由傾翻和行走兩大機構組成,可在密閉體系下完成鋼渣的傾倒過程,避免了采用行車、抱罐車等設備進行敞開式倒渣造成的揚塵,實現了鋼渣處理清潔化生產。
推廣價值
該成果是鋼渣熱悶處理技術領域的重大突破和升級換代,鋼渣處理率達到100%,熱能回收率可達30%。工藝流程短,與現代轉爐煉鋼的生產節奏相匹配,鋼渣處理過程高效化、裝備化和環境潔凈化,為鋼鐵行業節能減排開創了新的途徑。
市場前景
鋼渣輥壓破碎-余熱有壓熱悶技術作為一種新型鋼渣處理技術,較現有同類技術相比,其處理效率高,生產過程潔凈,運營成本低,且為鋼渣余熱回收利用創造了條件。該技術于2010年底研發成功,現已成功完成了首臺套工程應用(60萬噸鋼渣/年),噸渣電耗,7.25kW·h;噸渣新水用量,0.35t。與同類工藝相比,運營成本節約40%。熱悶后鋼渣產品浸水膨脹率1%;游離氧化鈣(f-CaO)含量2.12%;粉化率(粒度小于20mm的鋼渣含量)達到72.5%。綜上所述可知,若尚待處理的鋼渣,50%采用該項技術裝備,按單條生產線25-30萬噸/年的規模計,則需約100套,工程總投資將達到45億元左右,其市場推廣應用前景廣闊。

